Michael Rule was kind and ambitious enough to breathe new life into our old broken-down Makerbot Cupcake CNC. I made a 3D print of some spikes I designed in Rhino as a test print.
Spikes 3D Model

Printing Spikes on the Makerbot


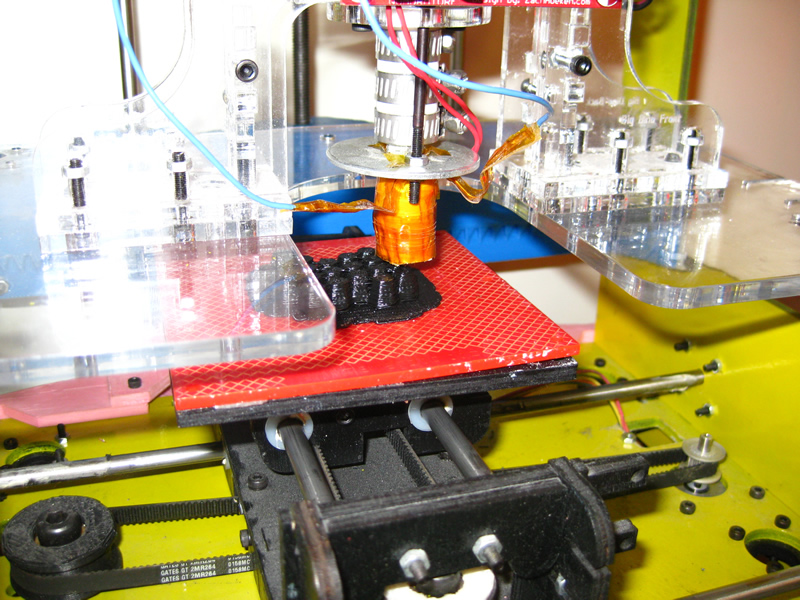


Final Print



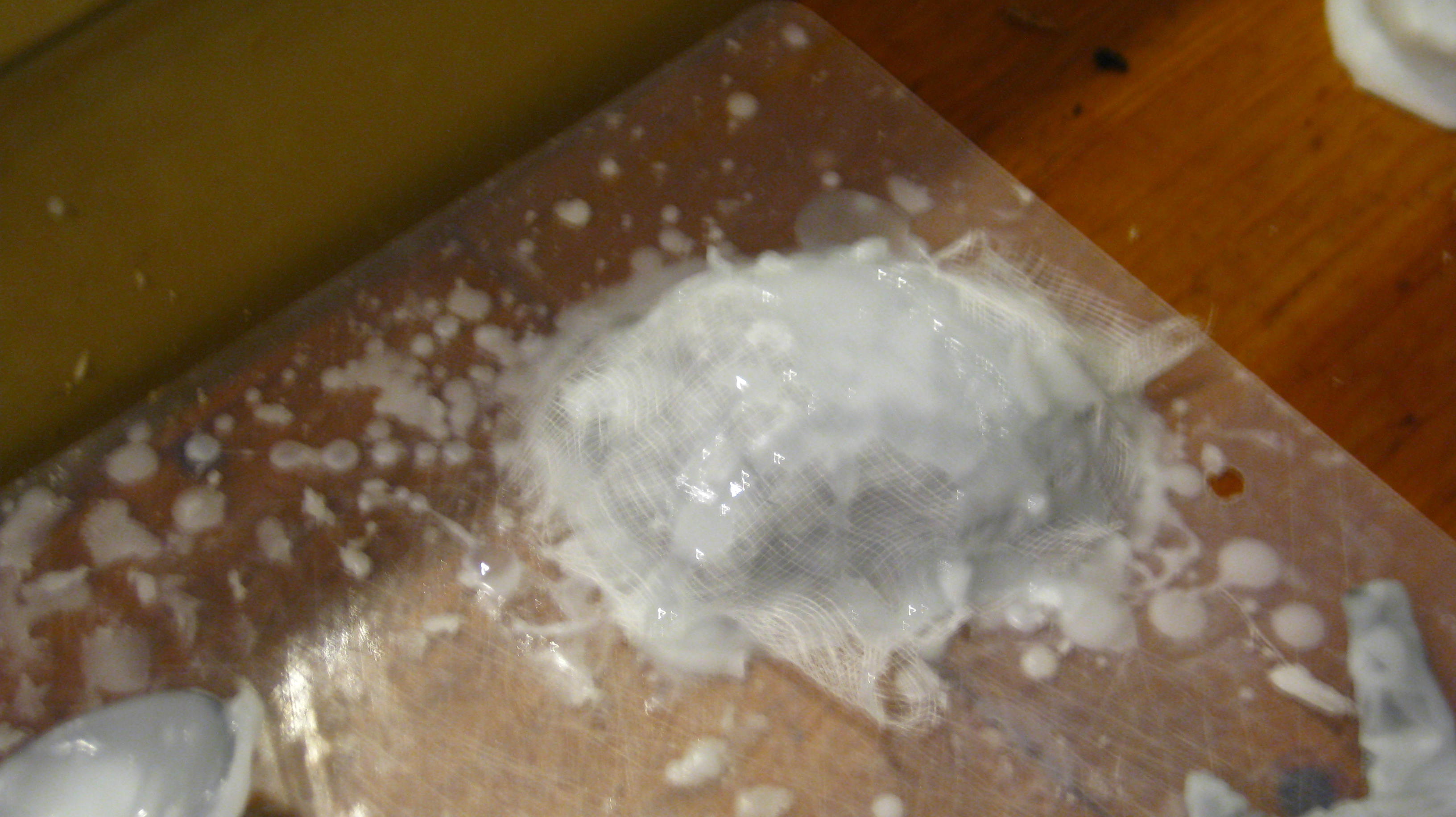
I used Flexwax to create a composite wax mold from a old glass liquor bottle my grandmother gave me. I heated up the wax, then brushed it onto the glass. After I had built up a sizable layer, I wrapped cheesecloth around the wax to strengthen the mold. I then reapplied another layer of wax. I repeated this process twice.







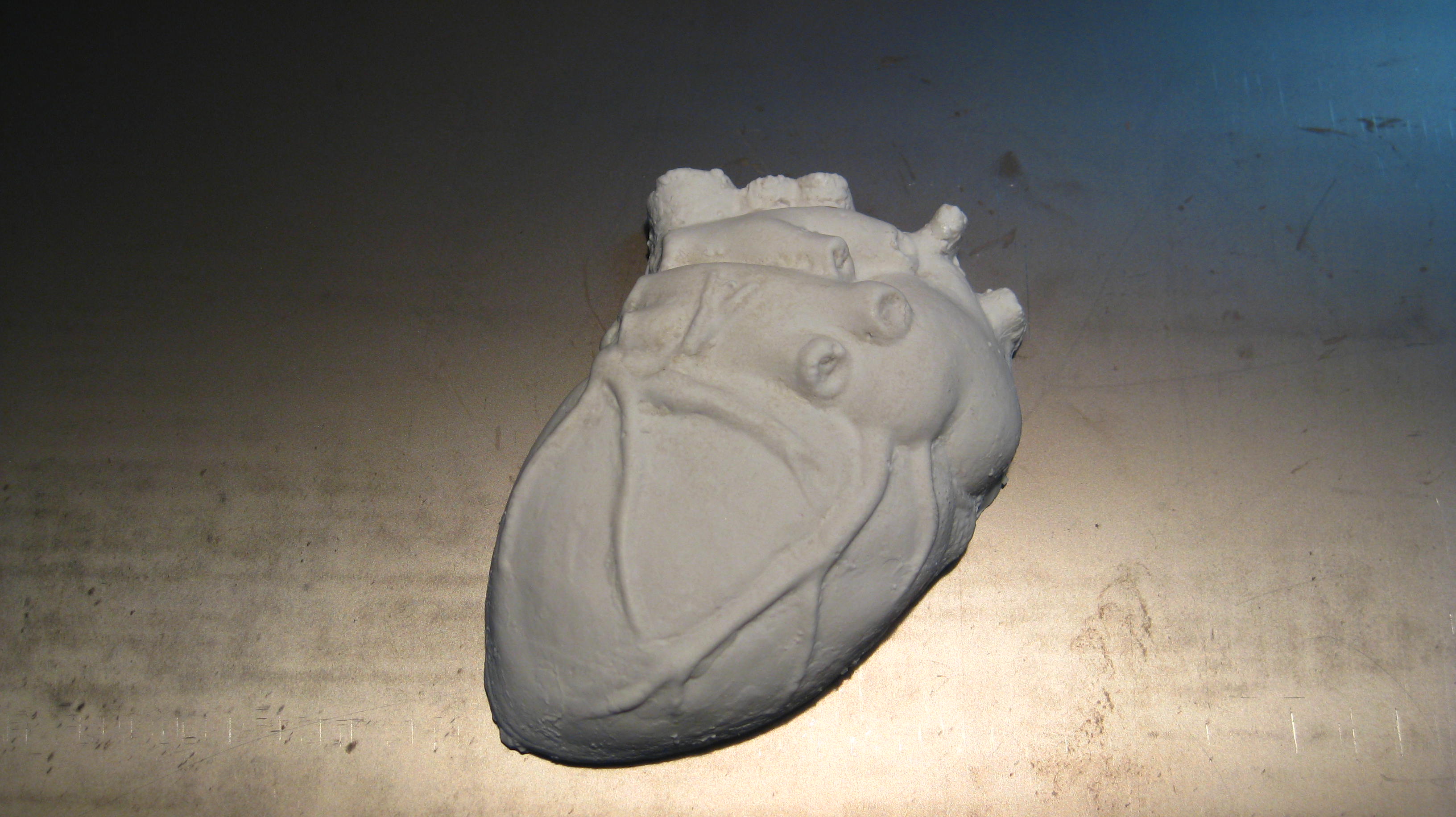
After the composite mold hardened, I cut it open down the side and removed the glass bottle. I then took a coat hanger and bent it into a stand so I could pour the Hydrostone into the mold. After the mold was poured, I cut open the wax mold (again) to remove the final Hydrostone cast.



I re-milled my tools relief mold, correcting the problems inherent in the design of the first cast. I made the border around the tools relief wider and deeper in order to have a rim to hold the poured material before creating the final cast. In order to conserve wax (it is $29.00 a bar), I melted down used wax and shavings from previous molds. There was some sediment / impurities that worked their way into the wax, but they sunk to the bottom and did not affect the mold.


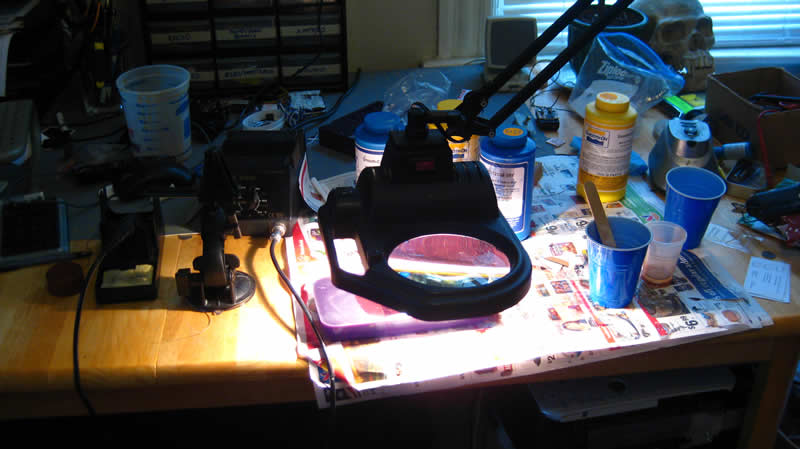


Measuring and Pouring the Smooth Cast Plastic and Hydrostone
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}